پریس بریک پنچ/ڈائی کو اوپری اور نچلے سانچوں میں تقسیم کیا جاتا ہے، جو شیٹ میٹل سٹیمپنگ کے سانچوں کو بنانے اور الگ کرنے کے لیے استعمال ہوتے ہیں۔ بنانے کے لیے مولڈ میں گہا ہوتا ہے، اور الگ کرنے کے لیے سانچے میں کٹنگ ایج ہوتی ہے۔ پریس بریک مشین کے پنچ/ڈائی کا ورک پیس کی درستگی پر بڑا اثر ہوتا ہے۔ موڑنے کے عمل میں، سڑنا وہی ہے جو ورک پیس سے رابطہ کرتا ہے۔
موڑنے والی مشین/پریس بریک کی پریس بریک ڈیز L-shaped، R-shaped، U-shaped، Z-shaped، وغیرہ ہیں۔ اوپری ڈائی بنیادی طور پر 90 ڈگری، 88 ڈگری، 45 ڈگری، 30 ڈگری، 20 ڈگری، 15 ڈگری، وغیرہ زاویہ. نچلے مولڈ میں 4 ~ 18V ڈبل نالی اور مختلف نالی کی چوڑائی کے ساتھ سنگل نالی ہے، نیز R لوئر مولڈ، ایکیوٹ اینگل لوئر مولڈ، فلیٹننگ مولڈ وغیرہ۔

انتہائی اعلی صحت سے متعلق
موڑنے کے عمل کے دوران ورک پیس کی درستگی کو متاثر کرنے کے لیے سڑنا کی درستگی کے لیے یہ بہت ضروری ہے۔ استعمال سے پہلے مولڈ کے پہننے کی جانچ کرنی چاہیے۔ معائنہ کا طریقہ یہ ہے کہ اوپری مولڈ کے سامنے والے سرے سے کندھے تک کی لمبائی اور نچلے سانچے کے کندھے کے درمیان کی لمبائی کی پیمائش کی جائے۔ روایتی سانچوں کے لیے، فی میٹر انحراف تقریباً ±0.0083mm ہونا چاہیے، اور کل لمبائی کا انحراف ±0.127mm سے زیادہ نہیں ہونا چاہیے۔ جہاں تک درستگی پیسنے والے مولڈ کا تعلق ہے، فی میٹر درستگی ±0.0033mm ہونی چاہیے، اور کل درستگی ±0.0508 ملی میٹر سے زیادہ نہیں ہونی چاہیے۔ عام طور پر الیکٹرو ہائیڈرولک موڑنے والی مشینوں یا ٹورشن شافٹ موڑنے والی مشینوں کے لیے باریک پیسنے والے سانچوں اور دستی موڑنے والی مشینوں کے لیے روایتی سانچوں کا استعمال کرنے کی سفارش کی جاتی ہے۔
CNC پریس بریک مشین کا ٹول سیکشن ذیل میں ہے:

خودکار فکسڈ انسٹالیشن
اوپری ڈائی اس وقت انسٹال کی جاتی ہے جب سلائیڈر اوپر کے مردہ مرکز تک پہنچ جاتا ہے، اور مولڈ کلیمپنگ سسٹم متعدد سانچوں کو اپنی جگہ پر رکھ سکتا ہے جب تک کہ کلیمپنگ پریشر لاگو نہ ہو۔
ہائیڈرولک کلیمپنگ سسٹم
ہائیڈرولک کلیمپنگ سسٹم کلیمپنگ کا سب سے مؤثر طریقہ ہے۔ نئی اور پرانی دونوں مشینیں اس کلیمپنگ سسٹم کو استعمال کر سکتی ہیں، وقت اور لاگت کی بچت۔ اگر پرانی موڑنے والی مشین کی بوجھ برداشت کرنے والی سطح کو نقصان پہنچتا ہے، تو ہائیڈرولک کلیمپنگ سسٹم نقصان کے ازالے کے لیے بہترین انتخاب ہوگا، جبکہ کلیمپنگ اور انسٹالیشن کی کارکردگی کو بھی بہتر بنائے گا۔

خود بخود جگہ پر نچوڑیں۔
جب کلیمپنگ پریشر کا اطلاق ہوتا ہے تو، اوپری ڈائی اوپر کھینچ لی جاتی ہے اور خود بخود جگہ پر نچوڑ جاتی ہے۔ یہ موڑنے کے عمل کے دوران اوپری مولڈ کو مولڈ کے نیچے دبانے کی ضرورت کو ختم کرتا ہے۔
پنچ/ڈائی کا انتخاب
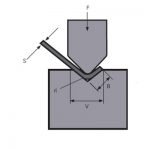
سب سے پہلے، شیٹ کی موٹائی کا تعین کریں جو جھکا جائے. مثال کے طور پر، آپ 0.75mm سے 6.30mm موٹی پلیٹوں کو موڑنا چاہتے ہیں۔ پھر، کم از کم مطلوبہ V-die سائز کا اندازہ لگانے کے لیے پتلی ترین شیٹ کی موٹائی کو 8 سے ضرب دیں۔ اس مثال میں، ایک 0.75 ملی میٹر پلیٹ کم از کم مولڈ کی ضرورت ہے، لہذا 0.75×8=6۔ تیسرا، مطلوبہ زیادہ سے زیادہ V کے سائز کے ڈائی سائز کا اندازہ لگانے کے لیے سب سے موٹی شیٹ کی موٹائی کو 8 سے ضرب دیں۔
8 بار اصول
کہنے کا مطلب یہ ہے کہ V کے سائز کے مولڈ کا کھلنا چادر کی موٹائی سے 8 گنا زیادہ ہونا چاہیے۔ قریب ترین مولڈ کو منتخب کرنے کے لیے شیٹ کی موٹائی کو 8 سے ضرب دیں۔ مثال کے طور پر، 1.5mm موٹی پلیٹ کے لیے 12mm مولڈ (1.5×8=12mm) کی ضرورت ہوتی ہے۔ اگر یہ 3.0 ملی میٹر پلیٹ ہے تو 24.0 ملی میٹر مولڈ درکار ہے۔ (3.0×8=24.0)۔ یہ تناسب بہترین زاویہ انتخاب فراہم کر سکتا ہے، یہی وجہ ہے کہ بہت سے لوگ اسے "بہترین انتخاب" کہتے ہیں۔ زیادہ تر شائع شدہ موڑنے والے چارٹس بھی اس فارمولے پر مرکوز ہیں۔
ماڈل کے انتخاب کے اصول
L-shaped workpieces کو موڑنے کے لئے انتخاب کا اصول یہ ہے کہ کوئی اصول نہیں ہے، تقریبا کسی بھی اوپری ڈائی کا استعمال کیا جا سکتا ہے. اس لیے ورک پیس کے گروپ کے لیے اوپری سانچوں کا انتخاب کرتے وقت، L کے سائز کے ورک پیس کو آخری سمجھا جا سکتا ہے، کیونکہ تقریباً کوئی بھی اوپری مولڈ انھیں موڑ سکتا ہے۔ ان L شکل والے ورک پیس کو موڑتے وقت، اوپری مولڈ استعمال کرنے کی سفارش کی جاتی ہے جو دیگر ورک پیس کو بھی موڑ سکتے ہیں۔ سانچوں کو خریدتے وقت، جتنا کم ہو اتنا ہی بہتر ہے۔ یہ نہ صرف سڑنا کے اخراجات کو کم کرنے کے لیے ہے بلکہ مولڈ کی شکلوں کی تعداد کو کم کرنے اور تنصیب کے وقت کو کم کرنے کے لیے بھی ہے۔


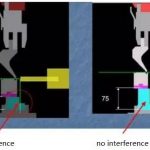
جب ورک پیس کا اوپری حصہ نچلے حصے سے لمبا ہو تو گوزنیک ڈائی کی ضرورت ہوتی ہے۔ جب ورک پیس کا اوپری حصہ نچلے حصے سے چھوٹا ہو تو، کوئی بھی اوپری ڈائی ٹھیک ہے۔ جب اوپری سیکشن اور ورک پیس کے نچلے حصے کی لمبائی ایک جیسی ہوتی ہے، تو ایکیوٹ اینگل اپر ڈائی کی ضرورت ہوتی ہے۔ خلاصہ میں، اوپری ڈائی سلیکشن کا اصول بنیادی طور پر ورک پیس کی مداخلت پر منحصر ہے، جہاں موڑنے والا سمولیشن سافٹ ویئر ایک اہم کردار ادا کر سکتا ہے۔ اگر استعمال شدہ نظام موڑنے کی صورت حال کی تقلید نہیں کر سکتا، تو آپ اوپری مولڈ ورک پیس کی مداخلت کو دستی طور پر چیک کرنے کے لیے گرڈ کے پس منظر کے ساتھ ڈرائنگ کا استعمال کر سکتے ہیں، جیسا کہ نیچے دی گئی تصویر میں دکھایا گیا ہے۔


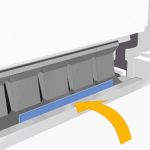
کوئی انڈینٹیشن مولڈ نہیں۔
تقریباً تمام عام وی کے سائز کے موڑنے والی مشین کے سانچے ورک پیس پر کچھ نشان چھوڑ دیں گے، اس کی وجہ یہ ہے کہ موڑنے کے دوران دھات کو سانچے میں دبایا جاتا ہے۔ زیادہ تر معاملات میں، نشانات چھوٹے یا قابل قبول ہوتے ہیں۔ رداس بڑھانے سے نمبر کم ہو سکتے ہیں۔ لیکن بعض اوقات چھوٹے سے چھوٹے نشان بھی ناقابل قبول ہوتے ہیں، جیسے موڑنے سے پہلے پینٹ یا پالش پلیٹیں۔ جیسا کہ نیچے دی گئی تصویر میں دکھایا گیا ہے، انڈینٹیشنز کو ختم کرنے کے لیے نایلان انسرٹس کا استعمال کیا جا سکتا ہے۔ تیار کردہ ہوائی جہاز یا ایرو اسپیس کے پرزوں کے لیے انڈینٹیشن فری موڑنا خاص طور پر اہم ہے کیونکہ انسپکٹرز کے لیے کھلی آنکھوں سے کسی حصے کا معائنہ کرنا اور خروںچ اور دراڑوں میں فرق کرنا مشکل ہوتا ہے۔

متعلقہ مصنوعات
 ہائیڈرولک پریس بریک مشین کے ٹنیج کا انتخاب کیسے کریں۔
ہائیڈرولک پریس بریک مشین کے ٹنیج کا انتخاب کیسے کریں۔- WILA درمیانے اور موٹی پلیٹوں کو موڑنے کا موثر حل
- CNC موڑنے والی مشین کا ہنر استعمال کریں۔
- موڑنے والی مشین مولڈ کی روایتی موڑنے کی ترتیب اور روزانہ استعمال کی تفصیلات
- شیٹ میٹل موڑنے والی مشین کے مفت موڑنے کے دوران موڑنے والی قوت کا حساب
- پریس بریک ڈائیز کس چیز سے بنی ہیں؟ پریس بریک ٹولنگ کیا ہے؟
- ہائیڈرولک پریس بریک کی کتنی اقسام ہیں۔
- پریس بریک موڑنے والی مشین میں معاوضہ کا نظام کیوں شامل کریں۔
- پریس بریک کراؤننگ کیا ہے؟
- اپنے پریس بریک کے لیے بینڈ الاؤنس کا حساب کیسے لگائیں۔