شیئرنگ مشینیں اکثر شیٹ میٹل پروسیسنگ انڈسٹری میں استعمال ہوتی ہیں۔ بلیڈ گیپ کے ایڈجسٹمنٹ کے مراحل سے لے کر مختلف مواد کے لیے ایڈجسٹمنٹ کی تکنیک تک، اور یہاں تک کہ بلیڈ کے انتخاب تک، بظاہر سادہ شیئرنگ ایکشن دراصل بہت سی چالوں پر مشتمل ہے۔ کاٹنے کے معیار سے متعلق، مندرجہ ذیل بہت سے پہلوؤں سے تفصیل کے ساتھ مونڈنے والی بلیڈ گیپ ایڈجسٹمنٹ کے متعلقہ مواد کو متعارف کرائے گا۔
بلیڈ گیپ ایڈجسٹمنٹ ہینڈ وہیل: (ہائیڈرولک سوئنگ بیم شیئرنگ مشین)

بلیڈ ایج کلیئرنس کی الیکٹرک ایڈجسٹمنٹ (ہائیڈرولک گیلوٹین شیئرنگ مشین)

مختلف قینچوں کی بلیڈ کلیئرنس
سوئنگ بیم شیئرنگ مشین ایک تیز بلیڈ گیپ ایڈجسٹمنٹ میکانزم سے لیس ہے، جو بلیڈ گیپ کو ایڈجسٹ کر سکتی ہے جو مختلف پلیٹ کی موٹائی اور مواد کے مطابق کاٹنے کے لیے اچھا ہے، اور حوالہ کے انتخاب کے لیے درست پیرامیٹر ٹیبل سے لیس ہے، اور تسلی بخش کٹنگ حاصل کرتی ہے۔ مناسب بلیڈ فرق کے ذریعے معیار. جیسے جیسے ٹول پوسٹ گھومتا ہے، سوئنگ بیم کینچی کا شیئرنگ اینگل اور شیئرنگ گیپ بدل جائے گا۔
تین نکاتی رولرس گائیڈ کو اپنائیں، پیپلیوناسیئس اسپرنگ کے ذریعے فرنٹ رولر تک قوت کے ذریعے، کٹنگ بیم دو بیک رولرس کے ساتھ مضبوطی سے رابطے میں رہتی ہے۔ کاٹتے وقت، نظام بہتر کاٹنے کے معیار کو حاصل کرنے کے لیے مختلف شیٹس کی ضروریات کے مطابق چاقو کے کنارے کے فرق کو برقی طور پر ایڈجسٹ کرے گا۔

بلیڈ گیپ ایڈجسٹمنٹ میں فرق
سوئنگ بیم شیئرنگ مشین میں بلیڈ گیپ کو دستی طور پر ایڈجسٹ کرنے کا کام ہے، بس ہینڈل کو موڑ دیں۔ گیلوٹین قینچوں میں بلیڈ گیپ کو برقی طور پر ایڈجسٹ کرنے کا کام ہوتا ہے، جسے سسٹم کے ذریعے زیادہ آسانی سے اور درست طریقے سے ایڈجسٹ کیا جا سکتا ہے، جو قینچ کا بہتر معیار حاصل کرنے کے لیے فائدہ مند ہے۔

| بلیڈ گیپ ایڈجسٹمنٹ کے اقدامات |
| 1. نچلے بلیڈ کو ہٹا دیں اور اسے ٹکڑے ٹکڑے کر کے صاف کریں۔ |
| 2. بلیڈ کو چاروں اطراف میں استعمال کیا جا سکتا ہے، اور منتخب کردہ ایک طرف مضبوطی سے نصب ہے۔ اور افقی اور عمودی سمتوں میں بلیڈ کی سیدھی جانچ کریں۔ |
| 3. اوپری بلیڈ فکسڈ ہے اور اسے ایڈجسٹ نہیں کیا جا سکتا۔ ہم نچلے بلیڈ کو ایڈجسٹ کرکے شیئر بلیڈ کے فرق کو ایڈجسٹ کرتے ہیں۔ |
| 4. کلیئرنس بڑھانے کے لیے نچلے بلیڈ کے بائیں اور دائیں پیچ تلاش کریں، عام طور پر باہر کی طرف۔ |
| 5. نچلے بلیڈ کے بائیں اور دائیں جانب دو سیٹ پیچ تلاش کریں جو خلا کو کم کرنے کے لیے نچلے بلیڈ کو دھکیلتے ہیں۔ ان پر مقفل بیک اپ گری دار میوے ہیں۔ عام طور پر، اندر سے. |
| 6. نچلے بلیڈ ٹیبل کے بائیں اور دائیں چار بولٹ ڈھیلے کریں۔ |
| 7. دستی موڑ کے ذریعے اوپری بلیڈ کو مناسب پوزیشن پر نیچے کر دیا جاتا ہے، اور آپریٹر ایڈجسٹمنٹ شروع کرنے کے لیے شیئرنگ مشین کے خالی جگہ پر جاتا ہے۔ |
| 8. بائیں ہاتھ کے اوپری اور نچلے بلیڈ کے خالی حصے سے تقریباً 0.5 ملی میٹر تک ایڈجسٹ کرنے کے لیے فیلر گیج کا استعمال کریں۔ |
| 9. دستی موڑ بلیڈ کو درمیانی پوزیشن تک لے جاتا ہے اور تقریباً 0.5 ملی میٹر تک ایڈجسٹ ہوتا ہے۔ |
| 10. دستی موڑ بلیڈ کو صحیح پوزیشن پر لے جاتا ہے جہاں اوپری اور زیریں چاقو منقطع نہیں ہوتے ہیں۔ درمیانی پوزیشن کو تقریباً 0.5 ملی میٹر میں ایڈجسٹ کیا گیا ہے۔ |
| 11. دستی طور پر اوپری بلیڈ کو مناسب پوزیشن پر موڑ دیں اور ٹھیک ایڈجسٹمنٹ شروع کریں۔ |
| 12. فیلر گیج کا استعمال اس پوزیشن کو ٹھیک کرنے کے لیے کریں جہاں بائیں ہاتھ کے اوپری اور نچلے بلیڈ اس وقت تک نہیں کاٹتے جب تک کہ فیلر گیج کی تین تاریں پانچ تاروں میں داخل نہ ہو جائیں۔ |
| 13. دستی طور پر بلیڈ کو درمیانی پوزیشن تک موڑ دیں اور اس وقت تک ٹھیک ٹھیک ایڈجسٹمنٹ شروع کریں جب تک کہ فیلر گیج تین تاروں میں داخل نہ ہو جائے اور پانچ تاریں داخل نہ ہوں۔ |
| 14. دستی طور پر بلیڈ کو اس پوزیشن پر موڑ دیں جہاں اوپری اور نچلی چاقو دائیں جانب سے منقطع نہ ہوں اور اس وقت تک ٹھیک ایڈجسٹمنٹ شروع کریں جب تک کہ فیلر گیج تین تاروں میں داخل نہ ہو جائے اور پانچ تاریں داخل نہ ہوں۔ |
| 15. جب مونڈنے والی مشین کا کٹنگ کنارہ تیز ہو، اگر کٹی ہوئی شیٹ کے کنارے پر گڑھے ہوں، تو اوپری اور نچلے بلیڈ کے درمیان فرق کو مناسب طریقے سے کم کیا جا سکتا ہے۔ |
عام مسائل اور چاقو ایڈجسٹمنٹ کی مہارت
سب سے زیادہ کثرت سے درپیش دھاتی پلیٹیں ہیں:
1. 13 ملی میٹر سے زیادہ موٹی پلیٹیں۔
2. 0.2~4 ملی میٹر پتلی پلیٹ۔
3. پھولوں کا تختہ۔
4. ہائی ٹینشن پلیٹ (عام طور پر آٹوموبائل شیٹ میٹل میں استعمال ہوتی ہے)۔
5. ٹائٹینیم پلیٹ
بلیڈ کا سب سے عام مسئلہ چِپنگ یا ٹول ڈینٹ ہے۔ ان مسائل کے جواب میں، ہمیں سب سے پہلے اوپری اور نچلے بلیڈ کے درمیان فرق کا تعین کرنا ہوگا۔
بلیڈ کی ایڈجسٹمنٹ کی مہارت
بلیڈ کو ایڈجسٹ کرتے وقت، آپ کو پلیٹ کی موٹائی سے تقریباً 2 ~ 3 ملی میٹر موٹی سے خلا کو سیٹ کرنا چاہیے۔ کہنے کا مطلب یہ ہے کہ جب آپ 5 ملی میٹر موٹی پلیٹ کاٹنا چاہتے ہیں تو آپ کو 7 ملی میٹر یا 8 ملی میٹر سے ایڈجسٹ کرنا شروع کر دینا چاہیے، اور جب آپ اسے کاٹتے ہیں تو اسے آہستہ آہستہ ایڈجسٹ کرنا چاہیے، پلیٹ کی کٹنگ سطح 1/3 روشن سطح اور 2/ 3 دھندلا سطح، جو بہترین کاٹنے کا اثر حاصل کرتی ہے۔ تفصیلات درج ذیل ہیں:


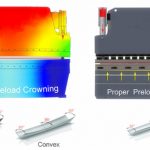
پیٹرن بورڈ کو کاٹتے وقت خلا کی ترتیب مشکل ہے، اور اسے بورڈ کی موٹائی کو براہ راست استعمال کرنے کے بجائے پیٹرن بورڈ کے سب سے محدب نقطہ سے شمار کی جانے والی موٹی موٹائی سے ایڈجسٹ کیا جانا چاہیے۔ نیز، پیٹرن کے چہرے کے محدب سائیڈ کو نیچے کاٹنا ٹول کی زندگی کو بڑھا سکتا ہے۔
اس کے علاوہ، پلیٹ کے مواد پر غور کیا جانا چاہئے، خاص طور پر سٹینلیس سٹیل کاٹتے وقت۔ کاٹنے کا آلہ تیز، لباس مزاحم اور سخت ہونا چاہیے۔ لہذا، ہائیڈرولک مونڈنے والی مشین کے بلیڈ پر تبادلہ خیال کیا جانا چاہئے. چاقو کے کنارے کے زاویہ اور دیگر ظاہری ڈیزائن اور پیداوار کی درستگی کے علاوہ، منتخب کردہ مواد ٹول کے معیار کو متاثر کرنے والا ایک اہم عنصر ہے۔
متعلقہ مصنوعات
 گیلوٹین شیئرنگ مشین اور سوئنگ بیم شیئرنگ مشین کے درمیان فرق
گیلوٹین شیئرنگ مشین اور سوئنگ بیم شیئرنگ مشین کے درمیان فرق- CNC شیٹ میٹل بریک کا آپریشن اور دیکھ بھال
- گیلوٹین شیئرنگ مشین کو کیسے چلائیں۔
- کمبائنڈ پنچنگ اور شیئرنگ مشین کا تعارف
- QC12 گیلوٹین شیئر ہائیڈرولک میٹل شیٹ کاٹنے والی مشین
- ہائیڈرولک شیئرنگ مشین کی عام ناکامیوں کی مرمت اور آئل سرکٹ سسٹم کی دیکھ بھال
- چار کالم ہائیڈرولک پریس کے لیے عام فالٹس اور ٹربل شوٹنگ کا طریقہ
- ہائیڈرولک گیلوٹین میٹل شیٹ پلیٹ سٹینلیس سٹیل مونڈنے والی مشین
- CNC شیٹ میٹل بینڈر کے لیے ڈیفلیکشن معاوضہ کیسے بنایا جائے۔
- QC11Y ہائیڈرولک گیلوٹین مونڈنے والی مشین